


News Center
News Center
11
2023
-
10
[Recommended Reading] Development of Thick and Large Section Ductile Iron Gear Castings
Author:
In order to obtain thick and large section ductile iron gear castings, segmented manufacturing is carried out during production. With the help of numerical simulation software simulation optimization, using high-quality pig iron, pure scrap steel and strengthening inoculation, qualified castings were obtained, which accumulated valuable experience for the production of ductile iron gears of the same specification.

Gear production first needs to obtain tooth blanks, which mainly include cast tooth blanks, forged blanks and welded tooth blanks. The casting billet has low cost, simple production equipment and unlimited tooth blank shape. The forging billet process can improve the as-cast structure of the billet, but because of its complex process, it can not produce the tooth billet with complex shape and large size, and the cost is high. Welding tooth blanks is a new process developed in recent years. The welded tooth blank has good appearance quality, small machining allowance and internal quality close to that of the whole forged tooth blank. However, the production cost of welded tooth blanks is higher than that of cast and forged tooth blanks, so its application is limited.
Ductile iron has good shock absorption, wear resistance, simple production process and low cost. As an important branch of nodular cast iron, thick and large section nodular cast iron gradually replaces gray cast iron and cast steel in many fields, and is widely used in end caps, grinding discs, cylinder blocks and other products.
The ductile iron gear material produced by our company is QT700-2A, and the maximum wall thickness of the casting is 145mm, which belongs to the thick and large section ductile iron. The thick and large section ductile iron has long solidification time, and is prone to defects such as spheroidization recession and graphite distortion, which makes it difficult to manufacture this kind of casting. In order to shorten the production cycle of castings and reduce the manufacturing cost, the whole round gear is divided into 16 segments and manufactured in sections. Single gear section blank chord length 1 340mm, width 460mm, height 315mm, weight 820kg. Set the attached test block at the corresponding position of the casting. The machining surface of castings requires 100% ultrasonic flaw detection and 100% magnetic particle flaw detection, which are respectively accepted according to GB/T 34904-2017 and GB/T 9444-2019 standards and meet the requirements of Grade 2. A single gear segment part diagram is shown in Figure 1.
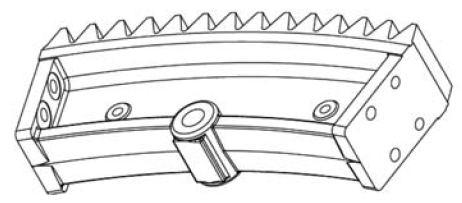
Fig. 1 Gear Section Casting
1 Gear chemical composition design
The selection of carbon equivalent in thick and large section ductile iron is based on the premise of promoting graphitization and avoiding graphite floating. Silicon can be strengthened by solid solution to improve the strength of ductile iron; silicon content is too high, prone to broken block graphite. Therefore, the carbon equivalent control is based on the principle of high carbon and low silicon, and is selected near the eutectic point.
Manganese promotes the formation of carbides and pearlite, which increases strength. Manganese segregates at the boundary of the eutectic group to form a network carbide, reducing the plastic toughness of the casting. In thick and large section ductile iron, the tendency of manganese segregation is particularly obvious, and the carbide enriched in the grain boundary is difficult to eliminate even if it is annealed for a long time. For pearlite matrix ductile iron, manganese content should not exceed 0.6%.
Sulfur belongs to the anti-graphite spheroidizing element. If the sulfur content is too low, it is not conducive to graphite nucleation; if the sulfur content is too high, the spheroidizing effect will decrease and slag will easily appear. Generally, the sulfur content should be less than 0.02 percent.
Phosphorus does not affect the spheroidization, but it is a harmful element. Phosphorus enters the molten iron with the metal charge. Phosphorus eutectic tends to segregate at the eutectic boundary, which reduces the mechanical properties of castings sharply. The phosphorus content is high, and the casting is prone to shrinkage and cold cracking. It is not easy to dephosphorize in the production of ductile iron, so its content must be limited.
Copper promotes graphitization during the eutectic transition, and promotes the formation of pearlite during the eutectoid transition. Copper can improve the uniformity of the microstructure and properties of the casting section and strengthen the matrix by solid solution. The more interference elements in the original liquid iron, the lower the allowable amount of copper content.
Molybdenum is an element having a weak ability to form carbides. Molybdenum can refine the eutectic group, improve hardenability and prevent temper brittleness. Compared with manganese and copper, the effect of molybdenum on improving strength is more obvious.
The affinity of chromium and carbon is much greater than that of chromium and iron, so it is easy to form stable carbides. The addition of chromium can obtain the matrix tissue of the whole pearlite, and make the pearlite granulate and improve the hardenability. If the chromium content is too high, the elongation after fracture and impact toughness are significantly reduced.
Magnesium is the most spheroidizing element. Magnesium content is too low, prone to poor spheroidization; magnesium content is too high, easy to form inclusions, graphite distortion and other defects. Rare earths can deoxidize and remove sulfur and neutralize interfering elements. If the rare earth residue is too high, the graphite morphology will deteriorate. Usually, the residual magnesium is controlled at 0.04-0.06% and the residual rare earth is controlled at 0.01-0.03%.
Based on the above analysis, the chemical composition design is shown in Table 1.

Table 1 Chemical composition of gear section castings
2 Casting process
The outer surface of the gear is an important processing surface with high quality requirements, and its wall thickness reaches 145mm. According to the gear section vertical development casting process plan. Two boxes of sand molds are used, parting lines are set in the middle, and the upper and lower models are accurately positioned. Machined holes are not cast, and the outer circle with open teeth is cast solid. A reasonable amount of cold iron is set up around the gear section to balance the thickness difference of the casting, improve the local solidification conditions of the casting, and make full use of the graphitization expansion effect to achieve self-feeding. The cold iron shall be shot blasted and baked before use, and the use surface shall be smooth without defects such as pores, rust and cracks. Three insulation risers are set on the upper end of the casting to achieve full feeding of the casting. At the same time, 8 Φ30 air outlets shall be provided. The process scheme is shown in Figure 2.

Figure 2 Process Scheme
The model is made of Korean pine to ensure its overall strength and rigidity and avoid deformation during lifting and formwork lifting. Cast fillets are made in the model.
The molding material is selected from phenolic modified furan resin self-hardening sand, and the coating is alcohol-based coating. Therefore, under the premise of satisfying the mold strength, the amount of resin added is controlled. The upper box shall be provided with sufficient air outlet to ensure smooth passage. The gating system is set as an undercast, open gating system. The gating system uses ceramic tiles.
Simulation of 3 Spheroidal Graphite Cast Iron Gear Segment
The numerical simulation of large castings has changed the situation of traditional casting production, which can predict the size and area of possible defects in castings before production, take effective measures to improve the casting process, shorten the production trial cycle and reduce the overall cost.
Numerical simulation software is used to simulate and analyze the above process scheme. The simulation mesh size is set to 10 and the casting solidification step size is set to 30, depending on the casting specification. Combined with the production experience of the same material and the iron-carbon phase diagram, the initial temperature is set to 1 350 ℃ and the end temperature is set to 800 ℃.
The middle section area of the casting is a typical thick section, which is the object of observation. The simulated solidification process of the casting is shown in Figure 3. As can be seen from Figure 3, under the auxiliary action of cold iron, the solidification process of the thick and large section area of the casting is gradually carried out from the lower part to the upper part, and the final shrinkage cavity and shrinkage are concentrated in the riser, and the casting as a whole realizes sequential solidification.

Fig.3 Solidification process of casting
The distribution of shrinkage porosity and shrinkage cavity of casting is shown in Fig. 4. As can be seen from Figure 4, at the end of solidification, the total volume of shrinkage cavity and shrinkage porosity is very small, and the shrinkage porosity is distributed in a scattered manner, and individual areas are displayed in a bit shape and located in non-critical parts. Therefore, the process scheme is reasonable and feasible.

Fig. 4 Distribution of shrinkage porosity and shrinkage cavity of castings
4 Trial production of nodular cast iron gear segment
4.1 smelting and pouring process
Medium frequency induction furnace is selected for smelting equipment. Raw materials mainly include pig iron, scrap steel, furnace charge, ferroalloy, etc. Raw materials should be clean, less rust, no oil. The main elements of pig iron should conform to the principle of "one high and one low.
One high is high carbon, beneficial to graphite, easy to scrap steel deployment, three low that is manganese, phosphorus, sulfur low, is conducive to improving the mechanical properties of castings, one less is less silicon, is conducive to increasing the use of ball iron return material and inoculant, reduce production costs, enhance the effect of inoculation. The pig iron is selected from high-quality pig iron, and the content of impurities and trace elements is strictly controlled, especially the content of spheroidizing elements. Pure scrap steel is selected for scrap steel.
Bake the ladle well before use. Spheroidization is treated by the punch-in method. Spheroidizing agent selection 3-8 spheroidizing agent, block 20~30mm. Inoculation treatment is the key to the production of ductile iron, which directly affects the inoculation effect and the diameter, number and roundness of graphite balls. In order to improve the inoculation effect, the inoculation treatment adopts the enhanced inoculation treatment process of "inoculation with floating silicon inoculation. Silicon barium inoculant is selected for flow inoculation, and is added with flow when iron is taken out. Silicon iron is selected for floating silicon inoculation, with a block size of 20~30mm, which is added after spheroidizing treatment.
The principle of "high temperature melting and suitable temperature pouring" is adopted in the smelting and pouring process. Slag shall be fully stripped before pouring. The pouring temperature is 1 310~1 350 ℃. The time from the end of spheroidization to the end of pouring was controlled within 20 min. The pouring speed is too fast, easy to involve gas and inclusions. The pouring speed is too slow, and the tendency of cold insulation or insufficient pouring increases.
4.2 heat treatment process
According to the company's actual production experience, the heat treatment of the gear section adopts quenching and tempering treatment. The heat treatment process curve is shown in Figure 5. The quenching process is set at 860 ℃ 10 ℃, oil cooling after holding for 6 h, and tempering after a certain period of time; The tempering process is set at 520 ℃ 10 ℃, and after holding for 6 h, the furnace is cooled to below 150 ℃ and discharged for natural cooling.
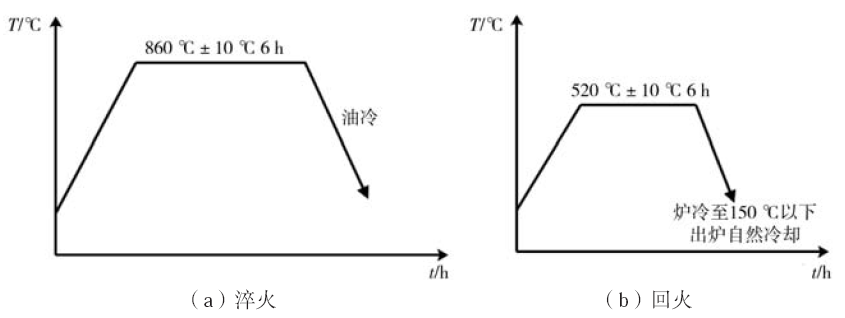
Fig.5 Heat treatment process curve
Inspection of 4.3 castings
Production according to the set process plan, remove the gating system, riser, clean and blast after sand drop below 150 ℃. The casting is shown in Figure 6. Samples were taken from the cast-attached specimens for metallographic analysis and mechanical performance testing. The size of the attached cast sample shall be designed in accordance with GB/T 1348-2019 Ductile Iron Castings. The spheroidization rate of the attached casting test block reaches more than 90%, and the graphite size is 6 grades. The microstructure is composed of pearlite, ferrite, graphite and a small amount of carbide. The microstructure of the attached cast test block is shown in Fig. 7. The mechanical properties of the attached cast test block fully meet the technical requirements, as shown in Table 2.

Table 2 Mechanical properties of gear section castings

Fig. 6 Gear Section Casting

Fig.7 Metallographic structure of gear section castings
After the appearance inspection and dimensional inspection of the castings, all technical indicators fully meet the expected requirements. After the rough machining of castings, ultrasonic flaw detection and magnetic particle flaw detection are carried out according to GB/T 34904-2017 and GB/T 9444-2019 standards, and there are no defects exceeding the standard, and the casting quality fully meets the technical index requirements of ductile iron gears.
5 Conclusion
The test results of the ductile iron gear section prove that the process scheme is reasonable, which has accumulated valuable experience for the author's future production of ductile iron gear castings of the same specification. The test of this scheme shows that it is feasible to manufacture large castings in sections, which is an important way to shorten the production cycle and reduce the overall cost.
Source: Foundry Magazine
Disclaimer: This article is reproduced on the Internet and is copyrighted by the original author. Only indicate the source of reprint, such as the wrong source, involving copyright issues, please contact us, we will be the first time to negotiate copyright issues or delete the content. The content is the original author's personal opinion and does not mean that this public number is responsible for its authenticity.
Summary of Common Metal Forming Process
2023-10-12
CONTACT

Fukang Industrial Park, Longnan Economic and Technological Development Zone, Ganzhou City, Jiangxi Province
Marketing Center: Second Floor, Left Side, Gaokeng Gaoping Community, Rongjiang New District, Ganzhou City, Jiangxi Province
©2023 Longnan Longyi Heavy Rare Earth Technology Co., Ltd. This website supports bi-directional access to ipv4 and ipv6! Powered by www.300.cn | SEO 丨 business license





